Preriscaldo ad induzione saldatura transaxle automotive
Descrizione
Preriscaldo ad induzione saldatura transaxle automotive
Obbiettivo: Per preriscaldare un asse in acciaio con diametro esterno da 3.6 "(91 mm) con tre linee di saldatura a 662 ºF (350 ºC) con ciascuna linea di saldatura che viene riscaldata a temperatura entro cinque secondi
![]() Materiale: Asse in acciaio con diametro esterno da 3.6 "(91 mm) fornito dal cliente
Materiale: Asse in acciaio con diametro esterno da 3.6 "(91 mm) fornito dal cliente
Temperatura: 662 ºF (350 ºC)
Frequenza: 121 kHz
Attrezzatura: DW-HF-45kW 50-150kHz sistema di riscaldamento a induzione dotato di una stazione termica remota contenente otto condensatori da 1.0 μF in serie e parallela
- Un foro interno in una sola posizione bobina di riscaldamento a induzione progettato e sviluppato appositamente per questa applicazione.
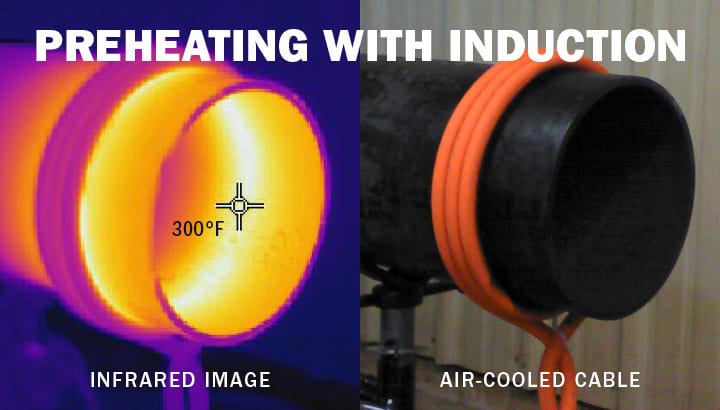
 Processo di preriscaldamento a induzione: L'asse in acciaio è stato verniciato con vernice che indica la temperatura e una termocoppia è stata attaccata alla parte. La bobina di riscaldamento a induzione è stata posizionata all'interno dell'asse in acciaio e l'alimentazione è stata attivata. Questo approccio ha consentito di riscaldare la linea di saldatura a 662 ºC (350 ºF) entro cinque secondi come desiderato dal cliente. L'alimentatore può essere programmato per spegnersi dopo il tempo di riscaldamento desiderato, in questo caso cinque secondi. Quindi, la bobina può essere spostata sulla seconda linea di saldatura e sulla terza linea di saldatura.
Processo di preriscaldamento a induzione: L'asse in acciaio è stato verniciato con vernice che indica la temperatura e una termocoppia è stata attaccata alla parte. La bobina di riscaldamento a induzione è stata posizionata all'interno dell'asse in acciaio e l'alimentazione è stata attivata. Questo approccio ha consentito di riscaldare la linea di saldatura a 662 ºC (350 ºF) entro cinque secondi come desiderato dal cliente. L'alimentatore può essere programmato per spegnersi dopo il tempo di riscaldamento desiderato, in questo caso cinque secondi. Quindi, la bobina può essere spostata sulla seconda linea di saldatura e sulla terza linea di saldatura.
Processo risultati / vantaggi: Con la bobina all'interno dell'asse, non si intromette e può quindi essere facilmente spostata alla linea di saldatura successiva
- Velocità: l'induzione e il processo proposto consentono di riscaldare le linee di saldatura a una temperatura entro il target
tempo
- Test di laboratorio gratuiti: questo è un nuovo progetto per il cliente e il test di richiesta di servizio di laboratorio HLQ ha consentito al cliente di farlo
testarne l'applicazione ed è stato progettato un approccio innovativo




