Obiettivo
Per saldare contemporaneamente una tubessolder in ottone per saldatura ad induzione ad alta frequenza a un gruppo di camicia d'acqua in ottone con riscaldamento ad induzione.

Materiale
Macchina per riscaldamento ad induzione DW-HF-15KW

Parametri chiave
Potenza: 5 kW
Temperatura: 424 ° F (217 ° C)
Tempo: 10 secondi fino allo scorrimento della lega; 15 secondi per consentire alla lega di uniformarsi attorno al tubo.

TEST 1
Materiali
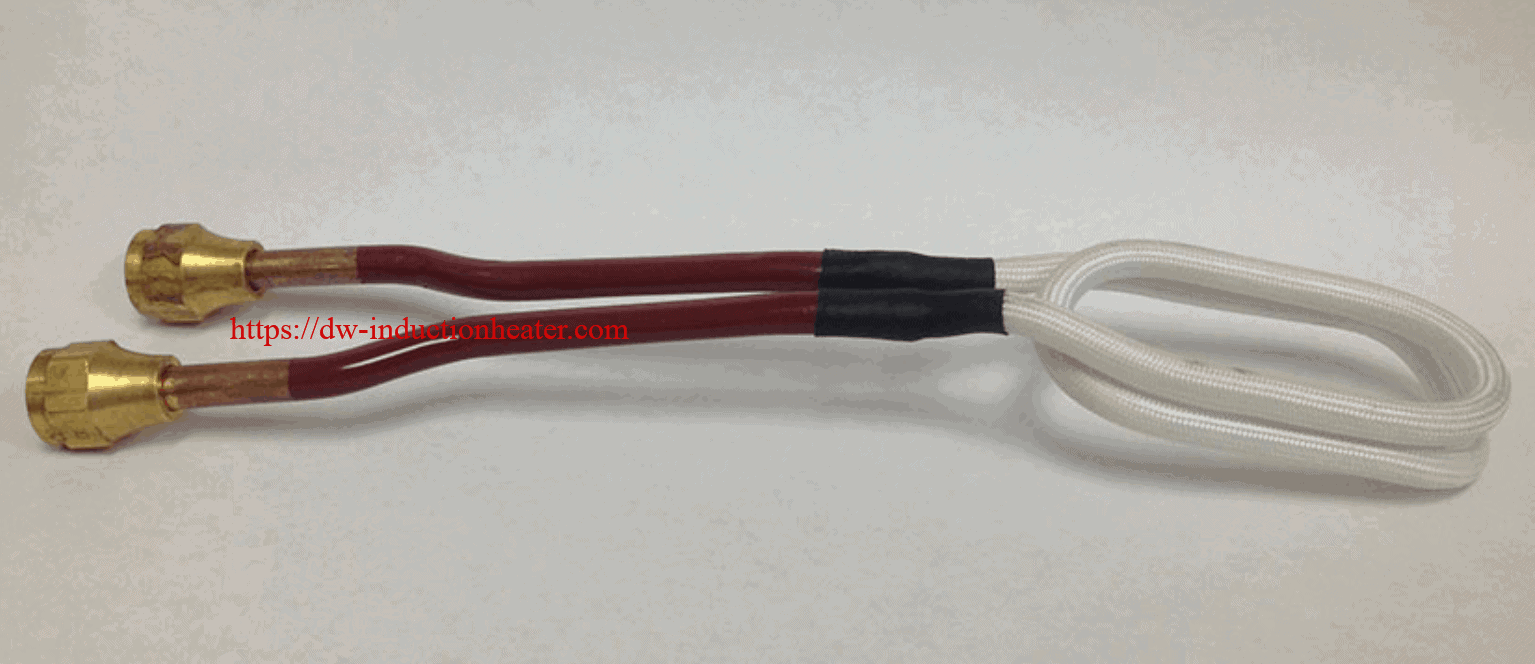
• Assemblaggio della camicia d'acqua in ottone
• Lega per saldatura senza piombo
• Flusso di saldatura della pasta multiuso

TEST 2
Materiali
• Assemblaggio della camicia d'acqua in ottone
• Lega per saldatura senza piombo
• Flusso di saldatura della pasta multiuso

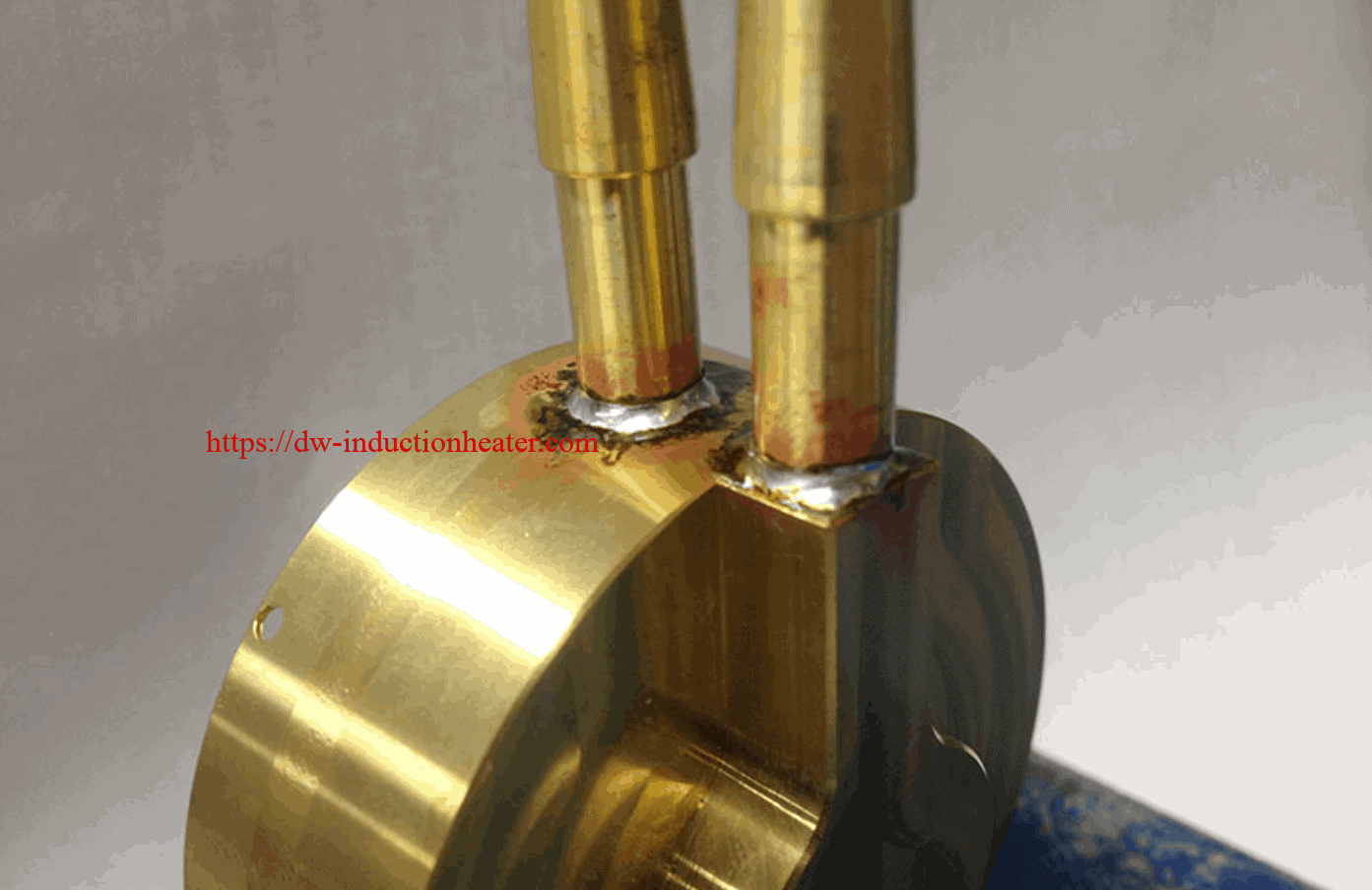
risultati:
I tubi di ingresso / uscita in ottone sono stati brasati con successo al gruppo in ottone con riscaldamento a induzione. Il pezzo deve essere posizionato in modo che il tubo sia vicino all'estremità della bobina. Il giunto di saldatura sulla parete sottile del gruppo raggiungerà la temperatura di saldatura in 10 secondi. Il secondo giunto di saldatura raggiungerà la temperatura di saldatura in media 10 secondi dopo (15 secondi in totale). Potrebbero essere necessari altri 5 secondi di riscaldamento per consentire alla saldatura di fluire uniformemente attorno ai tubi per migliorare la qualità e l'aspetto finale.