Ricottura di elementi di fissaggio in titanio con induzione
Descrizione
Ricottura di elementi di fissaggio in titanio con riscaldatore ad induzione
Obiettivo Riscaldare un elemento di fissaggio in titanio a 1100-1450ºF (593-788ºC) per un processo di ricottura.
Materiale Zona alta 0.06 mm su un dispositivo di fissaggio in titanio che misura 1.5-0.163 pollici (0.375-4.14 mm) di diametro e 9.52-0.5 pollici (3.0-12.7 mm) di lunghezza
Temperatura 1100-1450ºF (593-788ºC)
Frequenza 150 kHz
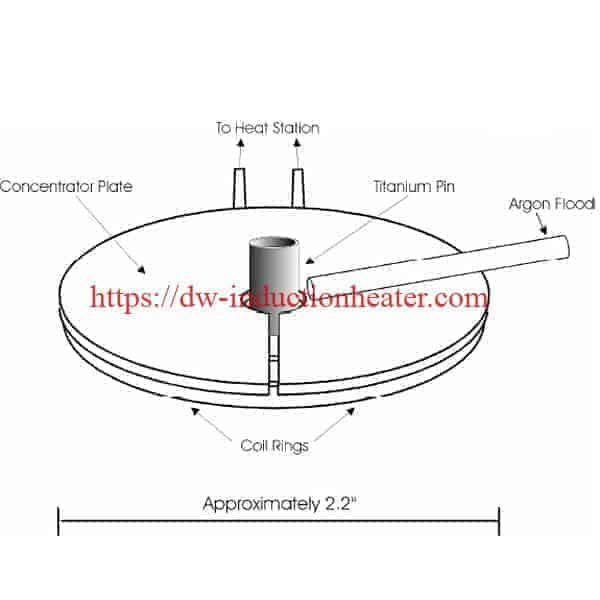
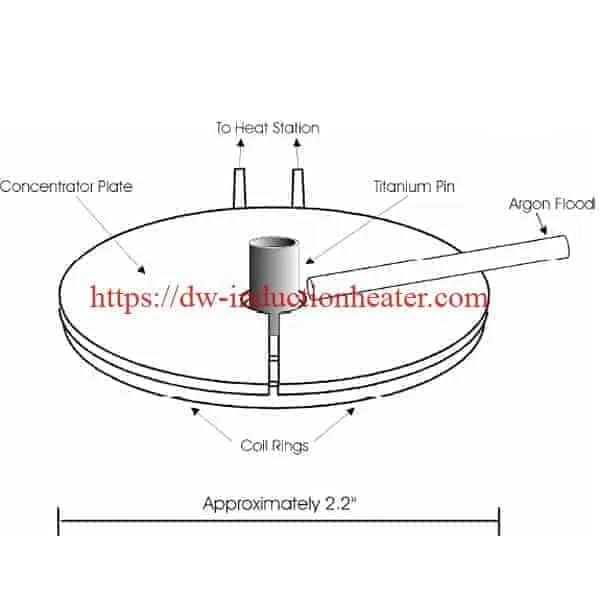
Attrezzatura • Sistema di riscaldamento a induzione DW-UHF-20kW, dotato di una testa portapezzo remota contenente un condensatore da 0.66μF.
• Una batteria di riscaldamento a induzione progettata e sviluppata appositamente per questa applicazione.
Processo Una bobina a piastra concentratore a tre giri viene utilizzata per riscaldare il dispositivo di fissaggio per 0.2 secondi. Si tratta di un processo automatizzato che include il posizionamento robotico di parti nella bobina da un binario alimentato da una ciotola mentre il gas argon viene inondato attraverso la parte per prevenire l'ossidazione. Le parti vengono elaborate a una velocità di 1000 parti al minuto.
Risultati / vantaggi Il riscaldamento ad induzione fornisce:
• Può essere facilmente integrato con la robotica pick and place.
• Processo senza fiamma.
• Il riscaldamento è limitato all'area specifica.



